

汽车焊装自动化生产线

- 详细介绍
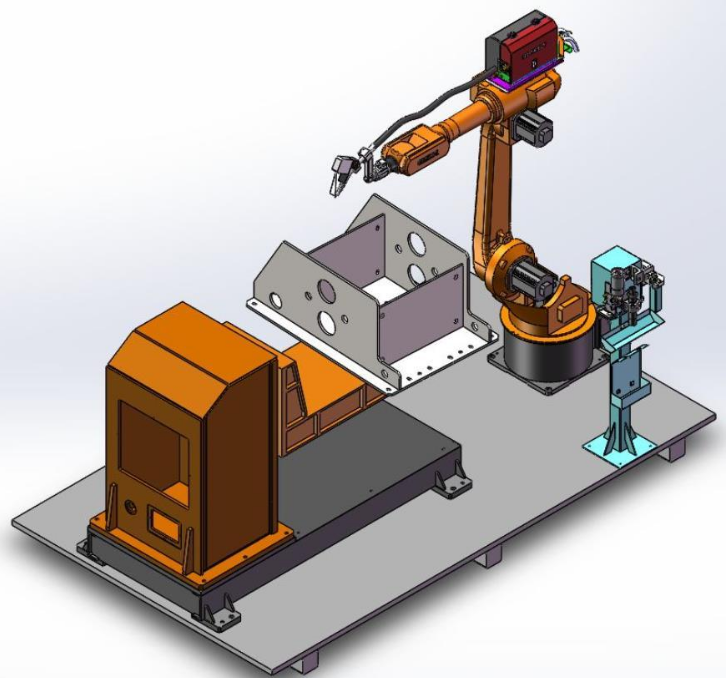
赫华根据多年系统集成经验开发的自动化焊接工作站以及全自动焊接生产线,可以为客户快速提供定制化方案、精准研发、快速交货。赫华结合自身强大的设计研发能力,能够根据客户工件产品特点实现1对1定制解决方案,完全满足客户对效率、品质、交期等全方位要求。
焊接自动化的优势:定制化智能焊接柔性化生产线,根据客户特定要求,实现自动化装配、搬运、点焊、预热、焊接、后热等生产程序,采用智能化柔性焊接生产线解决了客户的多方案需求,自动识别因工件形状大小不一,自动识别焊缝进行焊接,提高了焊接稳定性,降低了工人的劳动强度,改善了工人的工作环境,改变了传统的工作方式。 该生产线已合理安排产品工艺流程,满足生产节拍为基础,充分考虑各工序间的供求管理,力求生产线性能比,同时以生产线的经济性、安全性、良好的操作性、焊接的可靠性和生厂线的高柔性为设计准则。
车焊装自动化生产线
汽车焊装自动化生产线根据某年汽车生产纲领、汽车年产量的不同,每条生产需普通点焊机几十台至几百台不等,普通点焊机根据机器结构和应用场合的不同又可分为移动式点焊机和固定式点焊机,移动式点焊机根据其结构不同,又分为悬挂式点焊机和手提式点焊机,多点焊机是为焊装特定工件设计,制造的专用焊接设备,其优点是生产效率高,适合大批量单品种生产,适用于焊装结构形状复杂,焊点密集,接头搭边小,操作困难,焊接质量难以保证等因素的工件,其缺点是设备投资多,专用性强,将逐步由焊接机器人和相应工装夹具组合取代,多点焊机除用于焊接各种车辆构件之外,还应用于家用电器如冰箱、洗衣机、钢制夹具、交通设施、板式散热器等各种薄金属构件制造行业。

汽车焊装主线是把侧围分总成线、底板分总成线、由小件焊接而成的车体钣金合件及顶盖,通过传输装置、夹具、合装台等设备定位后,焊接合装,完成白车身组焊的总成线,是车身焊装生产线的核心部分。
由于车身工段焊点数量较多,无法在一条生产线上完成,所以车身工段一般含有多条主线。主线一完成车身骨架的焊接,主线二对车身骨架进行补焊及后闭合板外板和承重梁定位焊和补焊,主线三完成顶篷在车身上的焊接,其中侧围与底板搭接的部分区域以及承重梁的焊接的部分区域等因焊枪无法达到,一般采用CO2气体保护焊进行焊接,CO2气体保护焊是利用焊丝与工件之间产生电弧的热量,熔化焊丝与工件形成焊缝, 通过CO2气体作保护,把电弧和熔池与空气隔离开来的一种焊接方法,简称CO2焊。CO2气体保护焊在汽车车身制造过程中主要运用在两个方面:一是不能进行定位焊的位置, 二是对焊接强度要求比定位焊强度高的位置。
主线三主要完成顶篷的焊接。顶篷的焊接有的采用电阻定位焊,但目前较为先进的技术是激光钎焊。钎焊是利用熔点比被焊金属低的钎料熔化后依靠毛细管作用填满焊缝间隙,并与线材之间相互扩散实现连接的一种焊接方法。钎焊与熔焊的主要不同之处在于:钎焊时只有钎料熔化,被焊金属不熔化(熔焊时被焊金属熔化),液态钎料依靠润湿作用和毛细管作用进入两焊件之间的间隙内,依靠液态钎料和固态金属的相互扩散而达到原子结合。
为了保证激光钎焊焊缝的美观,主线三会设置一个专门对焊缝进行自动打磨的工位,该工位可以同时对顶篷前后端进行定位焊的补焊和激光钎焊的打磨。左右各一台装有打磨片的机器人以设定的轨迹和速度对焊缝进行打磨,打磨完成后车身被送到下一个工位进行自动检测焊缝质量,并在主线三车身交付区域通过显示屏显示检测结果,工人通过检测结果来判定是否需要对焊缝进行返修。同时工人也会对车身外观面和激光钎焊焊缝进行目视检查,对于外观面不合格的车身,工人在车身上做好标识,提醒调整线员工进行返修,激光钎焊焊缝不合格的需在该线体交付区域用人工TIG焊进行返修。外观面或者激光钎焊焊缝有严重缺陷,返修时间较长时,车身需下线返修。检查合格的车身将被输送到下一生产线线体。
